PA 6 vs PA 12: A principal diferença num relance
PA 6 (Poliamida 6, também conhecido como Nylon 6) e PA 12 (Poliamida 12, também conhecido como Nylon 12) são termoplásticos de engenharia da família das poliamidas, mas diferem significativamente em estrutura molecular, absorção de umidade, resistência química, propriedades mecânicas e comportamento de processamento. O número em seus nomes refere-se ao número de átomos de carbono na cadeia monomérica – PA 6 é feito de caprolactama (6 carbonos), enquanto PA 12 é derivado de laurolactama (12 carbonos). Essa diferença estrutural aparentemente simples cria comportamentos de materiais dramaticamente diferentes em aplicações do mundo real.
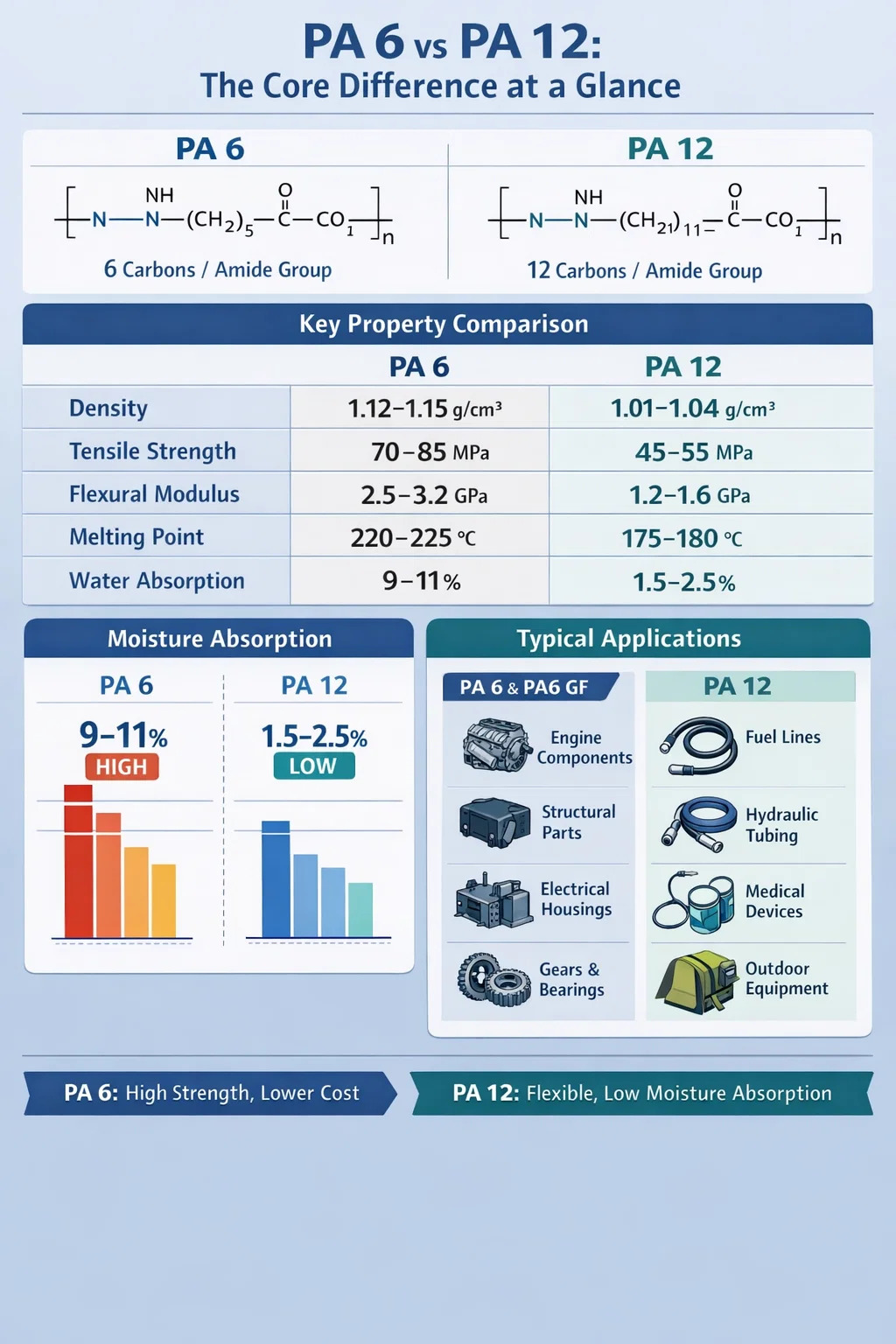
Resumindo: o PA 6 oferece maior rigidez, melhor resistência mecânica e menor custo, tornando-o ideal para componentes estruturais e de suporte de carga. O PA 12 se destaca em estabilidade dimensional, baixa absorção de umidade e flexibilidade, tornando-o a escolha preferida para tubulações, linhas de combustível e aplicações externas onde a resistência à umidade é crítica. Quando o reforço de fibra de vidro é adicionado – formando Materiais PA6GF — a diferença de desempenho com o PA 12 em termos de rigidez aumenta ainda mais a favor do PA 6.
Estrutura Molecular e Densidade do Grupo Amida
A diferença fundamental entre PA 6 e PA 12 reside na frequência com que os grupos amida (-CO-NH-) aparecem ao longo da estrutura do polímero. No PA 6, uma ligação amida ocorre a cada 6 átomos de carbono. No PA 12, o espaçamento estende-se a 12 átomos de carbono entre cada ligação amida.
Os grupos amida são hidrofílicos – eles atraem e ligam moléculas de água através de ligações de hidrogênio. Isto significa que o PA 6, com sua maior densidade de grupo amida, absorve significativamente mais umidade do que o PA 12. O PA 6 pode absorver até 9–11% de umidade na saturação em água, enquanto o PA 12 absorve apenas cerca de 1,5–2,5%. Esta não é uma diferença menor – ela influencia diretamente a estabilidade dimensional, o desempenho mecânico e as propriedades elétricas ao longo da vida útil do produto.
A cadeia alifática mais longa no PA 12 também contribui para maior mobilidade da cadeia e menor temperatura de transição vítrea. O PA 12 permanece flexível mesmo em temperaturas tão baixas quanto -40°C, razão pela qual é amplamente utilizado em linhas de combustível e freios automotivos em aplicações em climas frios.
Comparação de propriedades principais: PA 6 vs PA 12
A tabela abaixo fornece uma comparação técnica lado a lado das propriedades mais importantes dos materiais para os engenheiros de projeto selecionarem entre essas duas poliamidas.
| Propriedade | PA 6 | PA 12 |
|---|---|---|
| Densidade (g/cm³) | 1,12–1,15 | 1,01–1,04 |
| Resistência à tração (MPa) | 70–85 | 45–55 |
| Módulo Flexural (GPa) | 2,5–3,2 | 1,2–1,6 |
| Ponto de fusão (°C) | 220–225 | 175–180 |
| Absorção de água (saturação, %) | 9–11 | 1,5–2,5 |
| Flexibilidade em baixas temperaturas | Moderado | Excelente (até -40°C) |
| Resistência Química | Bom | Excelente |
| Resistência UV | Moderado | Bom |
| Custo relativo do material | Baixo | Alto (2–3 × PA 6) |
| Processabilidade | Excelente | Bom |
Absorção de umidade e estabilidade dimensional
A absorção de umidade é um dos fatores mais críticos que diferenciam o PA 6 do PA 12 na engenharia prática. As peças PA 6 podem alterar suas dimensões em até 1,5–2,0% de comprimento pois absorvem a umidade atmosférica ao longo do tempo após a moldagem. Isso torna os componentes de precisão feitos de PA 6 não reforçado um desafio para uso em montagens com tolerâncias restritas, a menos que o condicionamento seja levado em consideração no projeto ou o reforço de fibra de vidro seja usado para suprimir alterações dimensionais.
O PA 12, por outro lado, apresenta alterações dimensionais inferiores a 0,5% nas mesmas condições. Isso o torna muito mais previsível em serviço e é um dos principais motivos pelos quais os projetistas escolhem o PA 12 para conectores hidráulicos, conexões de precisão e tubos de pequeno diâmetro, onde o ajuste e a função devem permanecer consistentes em ambientes com umidade variável.
A umidade também afeta as propriedades mecânicas. Uma peça PA 6 testada a seco como moldada pode apresentar resistência à tração de 80 MPa, mas após o condicionamento para equilibrar o teor de umidade a 50% de umidade relativa, isso pode cair para cerca de 55–60 MPa. Esta é uma compensação conhecida que deve ser considerada ao especificar o PA 6 para aplicações estruturais. O PA 12 apresenta muito menos variação – suas propriedades mecânicas condicionadas permanecem próximas aos seus valores secos, o que simplifica a especificação do material para os projetistas.
PA 6 reforçado com fibra de vidro: o que os materiais PA6 GF trazem para a mesa
Quando a fibra de vidro é adicionada ao PA 6, o material PA6 GF resultante (comumente disponível como PA6 GF15, PA6 GF30, PA6 GF50, etc., onde o número indica o conteúdo de fibra de vidro por porcentagem em peso) sofre uma transformação dramática em rigidez e resistência. Esta é uma das estratégias de reforço mais utilizadas em plásticos de engenharia.
Como a fibra de vidro altera o desempenho do PA 6
PA6 GF30 (PA 6 reforçado com 30% de fibra de vidro) é o tipo mais comumente especificado. Ele oferece:
- Resistência à tração de 170–190MPa , mais que o dobro do PA 6 não reforçado
- Módulo flexural de 8–10 GPa , em comparação com 2,5–3,2 GPa para PA 6 puro
- Absorção de umidade reduzida — a própria fibra de vidro não absorve água, portanto a absorção efetiva de umidade no compósito é significativamente menor do que no PA 6 puro
- Melhor estabilidade dimensional – o empenamento e o encolhimento pós-moldagem são reduzidos, embora o encolhimento anisotrópico se torne uma nova consideração devido à orientação da fibra
- A temperatura de deflexão térmica aumenta para cerca 200–210°C (vs. ~185°C para PA 6 puro com carga de 1,8 MPa)
Os materiais PA6 GF são amplamente utilizados em coletores de admissão automotivos, tampas de motores, suportes estruturais, carcaças elétricas e componentes de bombas industriais. A combinação de alta rigidez, boa resistência ao calor e custo relativamente baixo de matéria-prima torna o PA6 GF30 um dos compostos de engenharia com melhor custo-benefício do mercado.
PA6 GF vs PA 12: uma comparação direta
Ao comparar materiais PA6 GF com PA 12 não reforçado, a escolha torna-se mais sutil. O PA6 GF30 superará significativamente o PA 12 em rigidez e resistência ao calor, mas o PA 12 ainda vencerá em flexibilidade, resistência química a combustíveis e fluidos hidráulicos e tenacidade a baixas temperaturas. Se a aplicação exigir uma peça estrutural rígida que opere em temperaturas elevadas, o PA6 GF é o vencedor. Se a peça for uma linha de combustível flexível ou um conector exposto ao fluido de freio e a temperaturas de inverno de -30°C, o PA 12 continua sendo a escolha certa.
Resistência Química: Onde o PA 12 tem desempenho superior
O PA 12 tem resistência superior a uma ampla gama de produtos químicos em comparação com o PA 6. A menor densidade do grupo amida o torna mais resistente à hidrólise e ao ataque de ácidos, álcalis e solventes orgânicos. Em aplicações automotivas, isso se traduz em melhor resistência a:
- Combustíveis, incluindo misturas de etanol (E10, E85) e diesel
- Fluidos hidráulicos e fluidos de freio (DOT 4 e DOT 5.1)
- Cloreto de zinco e sais rodoviários de cloreto de cálcio
- Graxas automotivas e óleos lubrificantes
O PA 6 tem um desempenho adequado em muitos desses ambientes, mas pode apresentar fissuras por tensão quando exposto ao cloreto de zinco sob carga mecânica – um fenômeno conhecido como fissuração por tensão ambiental (ESC). Historicamente, isso tem sido um problema com clipes e suportes PA 6 em ambientes subterrâneos onde há presença de respingos de estrada contendo sais de estrada. O PA 12 é substancialmente menos suscetível a este tipo de falha.
Para aplicações farmacêuticas e de contato com alimentos, o PA 12 também oferece vantagens regulatórias em alguns mercados devido ao seu menor conteúdo extraível e à química superficial mais estável ao longo do tempo.
Diferenças de processamento entre PA 6 e PA 12
Ambos os materiais são termoplásticos processados principalmente por moldagem por injeção e extrusão, mas seus diferentes pontos de fusão e sensibilidade à umidade levam a diferentes requisitos de processamento.
Requisitos de secagem
Devido à sua alta absorção de umidade, o PA 6 é particularmente sensível à degradação hidrolítica durante o processamento se não for devidamente seco. As condições de secagem recomendadas para PA 6 são normalmente 80°C por 4–8 horas num secador desumidificador para atingir um teor de humidade inferior a 0,2%. A falha na secagem adequada do PA 6 resulta em marcas de espalhamento, peso molecular reduzido e propriedades mecânicas comprometidas na peça moldada. Os materiais PA6 GF atendem aos mesmos requisitos de secagem.
O PA 12, com sua higroscopicidade muito menor, requer uma secagem menos agressiva — normalmente 80°C por 2–4 horas é suficiente. Isso pode oferecer uma vantagem de eficiência de processamento na fabricação de grandes volumes.
Temperatura de fusão e temperatura do molde
O PA 6 é processado em temperaturas de fusão de 240–280°C, enquanto o PA 12 funciona em temperaturas inferiores de 200–240°C. Esta temperatura de processamento mais baixa para PA 12 pode reduzir o consumo de energia e o tempo de ciclo em alguns casos. No entanto, o ponto de fusão mais baixo do PA 12 também significa que ele tem uma temperatura de serviço contínua mais baixa – o que é relevante ao especificar peças para ambientes quentes, como componentes automotivos sob o capô.
Encolhimento e empenamento
O PA 6 não reforçado encolhe isotropicamente em cerca de 1,0–1,5% durante a moldagem. Os materiais PA6 GF apresentam retração anisotrópica – menor na direção do fluxo (aproximadamente 0,2–0,5%) e maior na direção transversal (aproximadamente 0,6–1,2%) – que deve ser levada em consideração no projeto do molde para evitar empenamento. O PA 12 apresenta retração moderada de cerca de 0,8–1,5% e se comporta de maneira mais previsível em peças de paredes finas devido à sua flexibilidade inerente.
Desempenho térmico e envelhecimento térmico de longo prazo
O PA 6 tem um ponto de fusão mais alto (220–225°C) e geralmente melhor desempenho térmico que o PA 12 (175–180°C). Quando reforçados com fibra de vidro, os materiais PA6 GF podem operar continuamente em temperaturas de até 130–150°C (com pacotes de estabilizador de calor), tornando-os adequados para aplicações automotivas sob o capô.
O PA 12, com seu ponto de fusão mais baixo, tem uma temperatura de serviço contínua normalmente limitada em torno de 100–110°C. Para aplicações que exigem exposição sustentada ao calor do motor ou a temperaturas ambientes elevadas, esta pode ser uma limitação desqualificante que empurra os projetistas para materiais PA6 GF ou até mesmo poliamidas de temperatura mais alta, como PA 46 ou PPA.
Estão disponíveis classes estabilizadas termicamente de ambos os materiais. Os graus PA6 GF30 HS (estabilizado ao calor) são comumente especificados para componentes de motores onde se prevê exposição contínua a 150°C, com picos de curto prazo de até 170°C tolerados. Os graus PA 12 estabilizados termicamente estendem o serviço para cerca de 120°C contínuos – uma melhoria, mas ainda inferior ao PA6 GF em aplicações equivalentes.
Aplicações típicas: onde cada material é usado
Os diferentes perfis de propriedades dos materiais PA 6, PA6 GF e PA 12 levam naturalmente a diferentes domínios de aplicação. A análise a seguir reflete os padrões de uso do mundo real nos principais setores.
PA 6 e PA6 GF – Áreas de Aplicação Primárias
- Automotivo: Coletores de admissão (PA6 GF30/GF50), tampas do motor (PA6 GF30 HS), carcaças do filtro de ar, componentes dos cintos de segurança, sistemas de pedais, tampas das rodas
- Elétrica e eletrônica: Carcaças de disjuntores, blocos de conectores, componentes de quadros de distribuição, abraçadeiras, carcaças de motores
- Máquinas industriais: Engrenagens, rolamentos, buchas, componentes de correias transportadoras, carcaças de bombas
- Bens de consumo: Caixas de ferramentas elétricas, componentes de bicicletas, estruturas de bagagem, artigos esportivos
- Têxtil: Fios, meias, tecidos para vestuário (fibra PA 6 não reforçada)
PA 12 – Áreas de Aplicação Primárias
- Tubulação automotiva: Linhas de combustível, linhas de freio, linhas hidráulicas, tubos de gerenciamento de vapor, linhas de freio a ar para caminhões
- Manuseio de fluidos industriais: Tubulação pneumática, linhas de transferência de produtos químicos, distribuição de ar comprimido
- Dispositivos médicos: Componentes de cateteres, cabos de instrumentos cirúrgicos, invólucros para dispositivos de administração de medicamentos
- Impressão 3D (SLS): O pó PA 12 é o material dominante para sinterização seletiva a laser devido ao seu comportamento de fusão consistente e flexibilidade pós-processamento
- Offshore e submarino: Tubos flexíveis, revestimento de cabos, componentes umbilicais para infraestrutura de petróleo e gás
- Calçado: Componentes de botas de esqui, peças de calçados esportivos que exigem flexibilidade em temperaturas abaixo de zero
Considerações de Custo: Realidade Econômica PA 6 vs PA 12
O custo é frequentemente um fator decisivo na seleção de materiais, e o PA 6 apresenta uma vantagem substancial aqui. O PA 12 normalmente custa 2 a 3 vezes mais por quilograma do que o PA 6 , e este prémio aumenta ainda mais quando se compara o PA6 GF30 com o PA 12. A diferença de preço reflete a economia das matérias-primas — a laurolactama (o monómero PA 12) é um produto químico mais complexo e menos produzido do que a caprolactama (o monómero PA 6), que é fabricado em grande escala a nível mundial.
Para produtos de consumo de alto volume ou componentes estruturais automotivos onde o projeto pode acomodar materiais PA 6 ou PA6 GF, as economias de custos são significativas. Um grande OEM automotivo que produzisse 500.000 coletores de admissão por ano usando PA6 GF30 em vez de um PA 12 equivalente (se existisse um com rigidez adequada) veria economias de matéria-prima chegando a milhões de dólares anualmente.
O custo do PA 12 é justificado apenas quando suas propriedades específicas – resistência à umidade, resistência química, flexibilidade, desempenho em baixas temperaturas – são genuinamente exigidas pela aplicação. Especificar excessivamente o PA 12 onde os materiais PA 6 ou PA6 GF seriam suficientes é um custo comum, mas desnecessário em programas de design menos experientes.
PA 6, PA6 GF e PA 12 em Manufatura Aditiva
No contexto da fabricação aditiva, particularmente da sinterização seletiva a laser (SLS), o PA 12 domina o mercado de fusão em leito de pó. Seu ponto de fusão mais baixo, faixa de fusão estreita e comportamento de ressolidificação favorável facilitam o processamento em sistemas SLS sem degradação excessiva do pó não utilizado entre as construções. O pó SLS comercial mais utilizado em todo o mundo – EOS PA 2200 – é de grau PA 12.
Os materiais PA 6 e PA6 GF foram adaptados com sucesso para SLS, com vários fornecedores oferecendo agora misturas de pó à base de PA6 reforçadas com esferas de vidro ou fibra de carbono para maior rigidez. No entanto, o ponto de fusão mais elevado do PA 6 e a janela de processo mais estreita tornam-no mais exigente em sistemas SLS, e não alcançou a mesma adoção de mercado que o PA 12 neste processo.
Para FDM (modelagem de deposição fundida), filamentos PA 6 estão disponíveis, mas requerem extrusoras de alta temperatura (bocal acima de 240°C) e invólucros devido à propensão do material de absorver umidade e deformar. O PA 12 tem melhor desempenho em ambientes FDM ao ar livre devido à sua menor absorção de umidade e melhor adesão da camada em temperaturas de processamento mais baixas.
Sustentabilidade e reciclabilidade
Tanto o PA 6 quanto o PA 12 são termoplásticos e teoricamente recicláveis por refusão, embora suas propriedades mecânicas se degradem a cada ciclo de processamento devido à cisão da cadeia e à redução do peso molecular. Na prática, o conteúdo reciclado pós-industrial (PIR) é mais comumente usado em aplicações não críticas, como abraçadeiras, tubos e caixas moldadas por injeção.
O PA 6 tem uma vantagem significativa na reciclagem química. A caprolactama (o monômero PA 6) pode ser recuperada de resíduos de PA 6 por meio de despolimerização e reutilizada na produção de polímeros de qualidade virgem. Empresas como DSM (hoje Envalior) e Lanxess desenvolveram processos comerciais para isso. A reciclagem química do PA 12 está menos desenvolvida e comercialmente menos madura.
Em termos de pegada de carbono, o PA 12 apresenta maior carga ambiental por quilograma devido à rota de síntese mais complexa do seu monômero. No entanto, como as peças do PA 12 podem durar mais em ambientes agressivos sem a degradação que a umidade e os produtos químicos causam no PA 6, a análise do ciclo de vida às vezes favorece o PA 12 em aplicações onde elimina falhas e substituições prematuras.
Existem versões de base biológica de ambos os materiais. A PA 6 de base biológica (usando caprolactama bioderivada de matérias-primas renováveis como o óleo de mamona) e a PA 12 de base biológica (a laurolactama derivada do óleo de mamona está disponível comercialmente há décadas, produzida pela Evonik sob a marca Vestamid) são acessíveis a designers que buscam reduzir a dependência de combustíveis fósseis.
Como escolher entre PA 6, PA6 GF e PA 12
A decisão entre estes materiais deve ser orientada por uma avaliação sistemática dos requisitos de aplicação. O guia a seguir fornece uma estrutura inicial:
| Requisito de projeto | Material recomendado |
|---|---|
| Máxima rigidez e resistência ao menor custo | PA6 GF30 ou PA6 GF50 |
| Tubo flexível ou mangueira em contato com combustíveis ou fluido hidráulico | PA 12 |
| Suporte estrutural, carcaça ou componente sob o capô até 150°C | PA6 GF30 HS ou PA6 GF50 HS |
| Parte externa com exposição a UV e umidade, sem carga elevada | PA 12 (ou PA6 com estabilizador UV) |
| Componente de precisão que exige tolerância dimensional rigorosa | PA 12 ou PA6 GF (considerada anisotropia) |
| Aplicativo de impressão 3D SLS | PA 12 em pó |
| Engrenagem ou rolamento com baixo requisito de atrito | PA 6 (grau lubrificado ou preenchido com MoS₂) |
| Peça operando a -30°C ou menos, exigindo flexibilidade | PA 12 |
Quando a decisão ainda não estiver clara após esta triagem inicial, vale a pena solicitar amostras de teste de materiais aos fornecedores e realizar testes específicos da aplicação, incluindo o condicionamento ao teor de umidade de serviço esperado antes de medir as propriedades mecânicas. Testar o PA 6 seco como moldado contra o PA 12 condicionado distorce a comparação em uma direção irrealista - sempre compare materiais sob estados de condicionamento equivalentes representativos das condições reais de serviço.